




辽源方矩管注意事项
一、要尽可能到大型无缝方管生产企业的经销部门或专卖店去购买,这些销售部门的无缝方管由生产企业直供,无缝方管质量较有保证;
二、要查看有无无缝方管生产企业出具的产品质量证明书和实行生产许可证管理的编号;
三、要看无缝方管表面质量和标志。辽源方矩管应在其表面轧上牌号标志、厂名(或商标)和直径;
四、注意观察,无缝方管的表面是不允许有裂纹、结疤和折叠等缺陷的,如果你选购的钢材存在上述问题,务请留意。
辽源方矩管硬度是衡量金属材料软硬程度的指针,生产中测定方矩管硬度的方法常用的是压入硬度法,它是用一定几何形状的压头在一定发的载荷下压入被测试的金属材料表面,根据被压入程度来测试其硬度值。
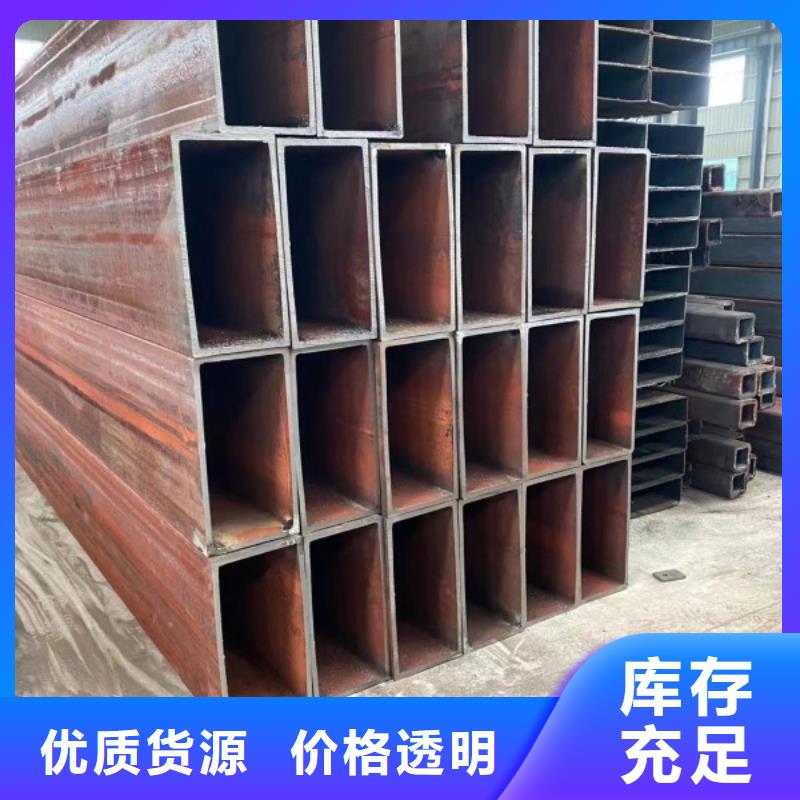
辽源方矩管规格表
16×16×0.4~1.5
380×380×8.0~30.0
10×20×0.6~1.5
250×150×6~12.0
18×18×0.4~1.5
400×400×8.0~30.0
14×21×0.6~1.5
250×100×6~12.0
20×20×0.4~1.5
420×420×10.0~30.0
15×30×1.5~1.5
250×200×6~30.0
25×25×0.6~2.0
450×450×10.0~30.0
15×38×0.6~1.5
300×150×6~30.0
30×30×0.6~4.0
480×480×10.0~30.0
20×30×0.6~2.0
300×200×6~30.0
34×34×1.0~2.0
500×500×10.0~30.0
20×40×0.8~2.0
300×250×6~30.0
35×35×1.0~4.0

辽源方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
辽源方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。
辽源方矩管对炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
4、辽源方矩管保护气压力。为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上。
5、炉内水汽。一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干;二是进炉的方管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。